Bøjningsprocessen er en metalformningsoperation, der påfører en kontrolleret kraft på et emne, indtil det deformeres plastisk omkring en matrice, dorn eller rulle og ændrer sin form uden at skære materiale væk. Det korte svar er dette: bøjning virker, fordi metal har en elastisk zone og en plastikzone, og enhver vellykket bøjning afhænger af at skubbe materialet forbi elasticitetsgrænsen lige så langt, at det holder den nye form, når belastningen er fjernet, kendt som tilbagespring. En fjederbukkemaskine er det udstyr, der er bygget til at styre den nøjagtige overgang for spiralfjedre, torsionsfjedre og trådformer, ved at bruge roterende værktøjer, stifter og CNC-drevne akser til at gentage den samme bøjning tusindvis af gange uden næsten ingen variation. Resten af denne artikel bryder ned, hvordan den proces faktisk foregår på værkstedet, hvad der adskiller en god fjederbukkemaskine fra en middelmådig, og hvordan man holder bøjningsvinklerne konsistente i hele en hel produktionsserie.
Bøjning er ikke én enkelt handling. Det er en sekvens af mekaniske hændelser, der sker på brøkdele af et sekund, og forståelsen af hvert trin forklarer, hvorfor nogle bøjninger revner, nogle springer for langt tilbage, og nogle holder en perfekt vinkel hver gang.
Når kraft først påføres en tråd eller et ark, strækkes eller komprimeres materialet inden for dets elastiske område. Hvis belastningen blev fjernet på dette tidspunkt, ville metallet vende tilbage til sin oprindelige form fuldstændigt. Ingen permanent bøjning er sket endnu.
Når kraften stiger forbi flydegrænsen, strækkes den ydre fiber af bøjningen permanent, mens den indre fiber komprimeres. Dette er det aktuelle øjeblik, hvor processen med at bøje skaber en varig form , og den neutrale akse, linjen inde i materialet, der hverken strækkes eller komprimeres, forskydes lidt mod den indre radius, når bøjningen strammer.
Når først værktøj frigiver materialet, får lagret elastisk energi bøjningen til at slappe lidt af mod sin oprindelige form. En fjederbukkemaskine kompenserer for dette ved at overbøje en beregnet mængde, normalt mellem 2 og 8 grader afhængig af tråddiameter, trækstyrke og varmebehandlingstilstand.
| Materiale | Typisk trækstyrke | Gennemsnitlig Springback |
|---|---|---|
| Højt kulstof fjederstål | 1900 til 2200 MPa | 5 til 8 grader |
| Rustfrit stål 302 eller 304 | 1300 til 1600 MPa | 3 til 6 grader |
| Musiktråd ASTM A228 | 2200 til 2500 MPa | 6 til 9 grader |
| Fosfor bronze | 700 til 900 MPa | 2 til 4 grader |
Moderne CNC fjederbukkemaskiner bryder en enkelt bøjningscyklus i en gentagelig sekvens. Hvert trin er programmeret som en aksebevægelse, og controlleren synkroniserer trådfremføring, rotation og værktøjsindgreb, så hele cyklussen afsluttes på godt under et sekund for enkle former.
Ikke enhver bøjningsoperation bruger det samme udstyr eller den samme fysik. At forstå, hvor en fjederbukkemaskine passer i forhold til pladebukning, hjælper købere med at undgå at bestille det forkerte værktøj til opgaven.
Kantpressebøjning danner flad plade eller plade mellem en stanse og matrice, hvilket producerer en enkelt lige linje bøjning pr. slag. Den passer til paneler, beslag og indkapslinger i stedet for wire eller runde stangformer.
Rullebøjning fører materiale gennem tre eller fire ruller for at skabe kurver med stor radius, der almindeligvis bruges til cylindre, tanke og strukturelle buede sektioner i stedet for stram præcisionsgeometri.
Roterende trækbøjning klemmer rør eller rør mod en matrice med fast radius og roterer den rundt om matricen, hvilket giver snævre radiusbøjninger med minimal vægudtynding, som er meget udbredt i biludstødnings- og rulleburfabrikation.
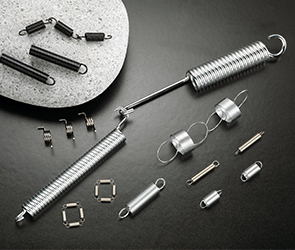
En fjederbøjningsmaskine, nogle gange kaldet en CNC-trådformningsmaskine, håndterer tyndere rundtrådsmateriale ved høje cyklushastigheder og producerer torsionsfjedre, kompressionsfjederkroge, forlængelsesfjederløkker og brugerdefinerede trådformer med flere bøjninger pr. del i stedet for en lang lige bøjning.
Spolevikling vikler tråden spiralformet rundt om en dorn for at danne kroppen af en kompressions- eller forlængelsesfjeder, og den er ofte parret med bøjning på samme maskine, når den færdige del har brug for både en oprullet krop og dannede endekroge eller -ben. På en kombineret spole- og bukkemaskine tjener det samme trådfremførings- og udretningssystem begge funktioner, med et separat pitch-værktøj, der styrer spiralvinklen under viklingstrinnet, før bukkehovedet tager over for at danne enderne.
Fire glidemaskiner tilføjer vandrette formværktøjer, der nærmer sig wiren fra flere retninger, nyttige til dele, der kombinerer bøjning, oprulning og udfladning i en enkelt cyklus. Disse maskiner sidder i den øvre ende af tråddannende kompleksitet og retfærdiggør typisk kun deres omkostninger for dele med indviklet geometri, som ikke kan fremstilles på en standard to-akset eller fire-akset fjederbukkemaskine.
Specifikationsark fra forskellige producenter præsenteres ikke altid på samme måde, så det hjælper at vide præcis, hvilke tal, der faktisk forudsiger den virkelige verden, i stedet for blot at sammenligne overskrifter.
| Specifikation | Typisk rækkevidde | Hvorfor det betyder noget |
|---|---|---|
| Tråddiameterområde | 0,1 til 8 millimeter | Indstiller hvilke produktfamilier maskinen kan køre uden at omværktøje hele foderbanen |
| Antal kontrollerede akser | 4 til 12 | Bestemmer, hvor mange bøjningsretninger og værktøjsstationer, der kan virke i en gang |
| Maksimal fremføringshastighed | 200 til 600 meter i minuttet | Direkte dækker teoretiske dele pr. minut for enkel geometri |
| Bøj hovedets rotationshastighed | 300 til 1000 grader i sekundet | Påvirker cyklustiden på dele med mange små bøjninger frem for en stor bøjning |
| Hukommelse eller programlagring | 50 til 500 lagrede programmer | Relevant for butikker med mange forskellige varenumre med hyppige omstillinger |
| Gentag positioneringsnøjagtighed | 0,01 til 0,05 millimeter | Forudsiger hvor snæver en dimensionel tolerance maskinen kan holde over en lang periode |
Købere, der vurderer en fjederbukkemaskine til en specifik delfamilie, bør anmode om en prøvekørsel på deres eget ledningsparti, når det er muligt. Publicerede specifikationer beskriver maskinens teoretiske loft, men den faktiske ydeevne afhænger altid af interaktionen mellem maskinen, det specifikke legering, temperament og spolesæt for den tråd, der køres, og det valgte værktøj til det pågældende job.
Nøjagtigheden af enhver fjederbukkemaskine kommer ned til fem undersystemer, der arbejder i koordination frem for en enkelt del. Et svagt led i et af disse områder viser sig straks som inkonsistente bøjningsvinkler eller deleafvisninger.
Det samme bøjningsprogram giver forskellige resultater på forskellige trådmaterialer, fordi bøjningsprocessen er styret lige så meget af metallurgi som af maskingeometri. At vælge det rigtige materiale til applikationen og forstå, hvordan dette materiale opfører sig under bøjningshovedet, forhindrer en stor del af produktionsproblemerne, før de starter.
Fjederstål med højt kulstofindhold tilbyder det højeste styrke-til-omkostningsforhold blandt almindelige fjedertrådsmaterialer og er standardvalget til generelle torsions-, kompressions- og forlængelsesfjedre. Det kræver højere bøjningskraft og et større tilbagespringsrum end blødere legeringer, og det nyder typisk godt af en stressaflastende varmebehandling efter formning for at stabilisere den færdige form.
Tråd af rustfrit stål, oftest kvalitet 302 eller 304, bytter en vis styrke for korrosionsbestandighed og er valgt til dele, der er udsat for fugt, kemikalier eller miljøer i kontakt med fødevarer. Det hærder hurtigere end kulstofstål under formning, så bøjningssekvenser, der involverer flere bøjninger med snævre radier på samme sted, skal programmeres omhyggeligt for at undgå revner.
Musiktråd, også kaldet pianotråd, er et højt kulstofstål trukket til en meget snæver diametertolerance og en meget høj trækstyrke, hvilket gør det til det foretrukne materiale til små præcisionsfjedre, hvor ensartet kraftudgang betyder mere end rå størrelse. Dens høje styrke betyder, at en fjederbøjningsmaskine skal anvende mere overbøjningskompensation for at ramme målvinkler.
Fosforbronze og berylliumkobber vælges, når der kræves elektrisk ledningsevne sammen med fjederegenskaber, som er almindelige i elektroniske kontaktfjedre og forbindelsesklemmer. Disse materialer er blødere end stållegeringer, bøjer ved lavere kraft og viser mindre tilbagespring, hvilket generelt gør dem nemmere at holde stram tolerance på, men mere tilbøjelige til permanent at sætte under vedvarende belastning, hvis de overbelastes.
Programmering er skiftet fra manuel undervisning i metoder til CAD-drevne arbejdsgange, og softwarelaget spiller nu lige så stor en rolle i produktionseffektiviteten som selve den mekaniske hardware.
Den ældste programmeringsmetode involverer en operatør, der træder gennem hver aksebevægelse på maskinens kontrolpanel og gemmer hver position, efterhånden som den bekræftes korrekt. Denne metode virker for simple dele, men bliver langsom og fejltilbøjelig, når bøjningstallet stiger.
Moderne fjederbukkemaskinesoftware accepterer en 2D- eller 3D-tegning af den færdige del og beregner automatisk aksebevægelser, bøjningssekvens og estimeret cyklustid, før programmet nogensinde rører den fysiske maskine. Dette lader ingeniørteams validere et design og estimere værktøjsbehov uden at forbruge tid på værkstedet.
Avancerede programmeringspakker simulerer den fulde bøjningssekvens i softwaren og markerer ethvert punkt, hvor tråden, værktøjet eller bøjningshovedets geometri ville kollidere, før programmet kører på den faktiske maskine. Dette trin har væsentligt reduceret værktøjsskader og forkortet opsætningstid sammenlignet med ren manuel verifikation.
Butikker, der kører et højt produktmix, drager fordel af et søgbart programbibliotek, da et tidligere valideret bøjningsprogram kan genkaldes på få sekunder i stedet for omprogrammeres fra bunden, hvilket reducerer overgangstiden fra timer ned til minutter ved gentagne ordrer.
For at gøre processen konkret, ses her, hvordan en typisk torsionsfjederbenbøjning løber fra rå wire til færdig del på en CNC-fjederbukkemaskine.
En operatør eller programmør indtaster benlængde, bøjningsvinkel, spolens kropslængde og tråddiameter i CNC-grænsefladen, enten gennem manuel indtastning eller CAD-import.
Den korrekte bøjningsstiftdiameter vælges, så den passer til fjederens indvendige diameter, da stiften styrer radius af det oprullede legeme og eventuelle formede ben.
Maskinen cykler med reduceret hastighed uden at afskære dele, så operatøren kan bekræfte, at værktøjsbanen rydder alle armaturer, før fuld produktionshastighed begynder.
Den første færdiggjorte del måles i forhold til træktolerancen, typisk plus minus 2 grader på benlængde og plus eller minus 0,1 millimeter på benlængde, inden løbet fortsætter.
Når den er godkendt, kører fjederbukkemaskinen kontinuerligt og producerer ofte 60 til 200 dele i minuttet afhængigt af tråddiameter og geometri kompleksitet.
| Maskintype | Gentagelighed | Bedst egnet volumen |
|---|---|---|
| Manuel bukkejig | Operatør afhængig | Prototype eller under 50 stk |
| Halvautomatisk bukker | Moderat, værktøjsstyret | Lille parti, 50 til 5000 stk |
| CNC fjeder bukkemaskine | Høj, programstyret | Produktionen løber over 5000 stk |
Købere bør matche maskintypen til den faktiske ordremængde i stedet for automatisk at vælge den mest avancerede mulighed. En CNC-fjederbukkemaskine betaler sig først tilbage, når omstillingstidsbesparelser og reduktion af afvisningsraten opvejer de højere forudgående omkostninger , hvilket typisk sker et sted mellem 3000 og 8000 styk pr. delnummer afhængig af delens kompleksitet.
Revner opstår, når bøjningsradius er for stram i forhold til tråddiameteren, eller når materialet er blevet arbejdshærdet fra tidligere formning. Forøgelse af bøjningsradius eller udglødning af papiret før bøjning løser de fleste revneproblemer.
Vinkeldrift på tværs af en produktionskørsel sporer normalt tilbage til slid på bøjningsstifter, glidning af fremføringsvalsen eller temperaturændringer i butikken, hvilket påvirker materialets stivhed lidt over skiftet.
Der opstår ardannelser på overfladen, når styrekanaler eller bøjningsstifter har ru overfladefinish eller ophobning af snavs, hvilket er grunden til, at rutinemæssig rengøring af værktøj er en del af standard vedligeholdelse af fjederbukkemaskiner.
Komplekse multibøjningsdele kan vrides, hvis trådføringsstøtten er utilstrækkelig under en bøjning, så korrekt armaturdesign og tilstrækkelig styrelængde tæt på bøjningspunktet forhindrer denne defekt.
De første flere dele efter en koldstart viser nogle gange lidt andre vinkler end resten af kørslen, fordi værktøjs- og maskinrammetemperaturen endnu ikke er stabiliseret. At køre en kort opvarmningscyklus før første artikelinspektion reducerer denne effekt væsentligt.
Tråd leveret fra forskellige produktionspartier, selv af samme nominelle specifikation, kan bære lidt forskelligt spolesæt og restspænding fra tegneprocessen. Butikker, der genkvalificerer bøjningsprogrammer, når der ankommer et nyt trådparti, fanger denne variation, før den når frem til en kunde.

Fjederbukkemaskinekategorien har bevæget sig mærkbart mod smartere, mere tilsluttet udstyr i løbet af de seneste produktgenerationer, og flere tendenser er nu almindelige ved køb af nye maskiner frem for valgfri opgraderinger.
Formede tråd- og fjederkomponenter fremstillet gennem præcisionsbøjningsprocesser dukker op på tværs af en lang række industrier, ofte i dele, der aldrig bliver bemærket, før de fejler.
En fjederbukkemaskine, der producerede dele inden for tolerance på dag ét, vil ikke forblive sådan uden en vedligeholdelsesrutine. Butikker, der sporer værktøjsslid i forhold til en tidsplan i stedet for at vente på, at afvisninger vises, rapporterer konsekvent færre skrottede dele.
| Komponent | Inspektionsinterval | Typisk slidskilt |
|---|---|---|
| Bøj stifter og fjerpinde | Hver 50.000 cyklusser | Radius flattening or scoring |
| Udretningsruller | Hver 100.000 cyklusser | Surface grooving or pitting |
| Fremføringsruller | Hver 75.000 cyklusser | Slippage or reduced grip texture |
| Afskåret klinge | Hver 30.000 cyklusser | Burr formation on cut end |
Linjen, der løber gennem tværsnittet af en bøjet tråd eller plade, hvor materialet hverken strækkes eller komprimeres under bøjningen.
Tilbageværende krumning i tråden fra at blive viklet på en spole, som skal fjernes ved at rette ruller, før en nøjagtig bøjning kan foretages.
Den ekstra vinkel en fjederbukkemaskine tilføjer ud over målvinklen for at tage højde for tilbagespring, når først værktøjet frigiver wiren.
En fast stift eller stang, rundt om hvilken tråd er viklet eller bøjet for at etablere den indvendige diameter af det færdige element.
Et roterende rør eller en muffe på bøjningshovedet, der bærer trådføringen og bøjningsstiftenheden gennem dens programmerede rotation.
Den progressive stigning i stivhed og reduktion i duktilitet et metal gennemgår, da det gentagne gange deformeres, hvilket kan føre til revner, hvis en ledning bøjes for mange gange på samme sted.
En sekundær operation, nogle gange udført på den samme fjederbukkemaskine, der komprimerer eller afbøjer en færdig fjeder lidt ud over dens arbejdsområde for at stabilisere dens endelige frie længde eller vinkel.
Bøjning er en specifik form for formning, der ændrer form langs en defineret linje eller akse ved hjælp af en stanse, rulle eller stift, mens formning er den bredere kategori, der også omfatter tegning, stempling og prægning.
Springback skalaer med et materiales flydespænding divideret med dets elasticitetsmodul, så materialer med højere styrke som musiktråd fjeder tilbage mere end blødere legeringer som fosforbronze i samme bøjningsvinkel.
En almindelig startretningslinje er en minimum bøjningsradius på en til to gange tråddiameteren for de fleste fjederstål, selvom hårdere temperamenter kan kræve en større radius for at undgå revner.
Mange CNC fjederbukkemaskiner er konfigureret specifikt til rund tråd, men fladtråds- og strimmelformningsmaskiner findes som en relateret, men særskilt kategori med forskelligt styre- og rulleværktøj.
Velholdte CNC-fjederbukkemaskiner holder almindeligvis vinkeltolerancer på plus eller minus 1 til 2 grader og længdetolerancer på plus eller minus 0,1 millimeter på standard wirediametre.
Ja, tyndere tråd tillader generelt hurtigere fremføringshastigheder og bøjningshastigheder, mens tykkere eller højere trådstyrker kræver langsommere, mere kontrolleret bøjning for at undgå værktøjsspænding og for tidligt slid.
Simple dele behøver muligvis kun en eller to bøjninger, mens komplekse trådformer fremstillet på fleraksede maskiner kan omfatte femten eller flere individuelle bøjnings-, spole- og afskæringsoperationer inden for en enkelt kontinuerlig cyklus.
Ikke altid, men mange høje kulstof- og musiktrådsdele drager fordel af en lavtemperatur-spændingsaflastende bagning efter formning, som reducerer resterende spænding og forbedrer dimensionsstabiliteten uden væsentligt at ændre hårdheden.
Nøjagtighedstab kan næsten altid spores tilbage til værktøjsslid, fremføringsrulleslip eller akkumuleret tilbageslag i drivmekanismen, som alle er rettet gennem de planlagte vedligeholdelsesintervaller beskrevet tidligere i denne artikel.
Ja, de fleste CNC-fjederbukkemaskiner kan skifte mellem kompatible materialer ved at justere fremføringskraften, udretningsvalsetrykket og overbøjningskompensationsværdier i programmet, selvom meget forskellige tråddiametre kan kræve en fysisk værktøjsændring.
Simple dele med to eller tre bøjninger kan ofte programmeres og valideres inden for et enkelt skift, mens kompleks multibøjningsgeometri med snævre tolerancer kan tage flere dages programmering og første artikeliteration før fuld produktionsudgivelse.

TK-13200, TK-7230 TK-13200、 TK-7230 12AKSET CNC-FJEDER KOLEMASKINE ...
Se detaljer
TK-13200, TK-7230 TK-13200、 TK-7230 12AKSET CNC-FJEDER KOLEMASKINE ...
Se detaljer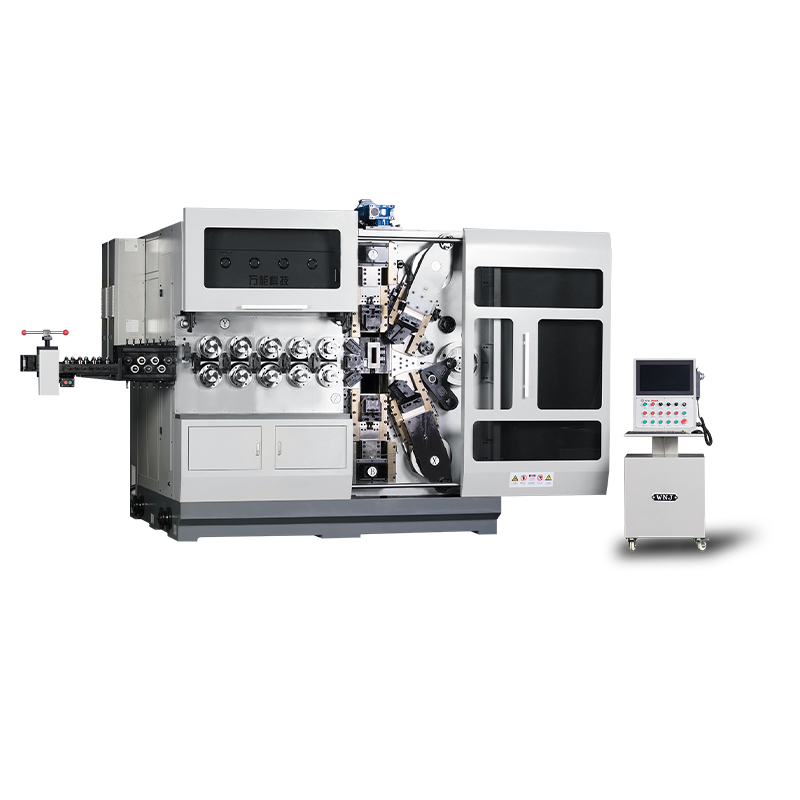
TK12120 TK-12120 12AXES CNC FJEDER KOLEMASKINE ...
Se detaljer
TK-6160 TK-6160 CNC FJEDERRULLEMASKINE ...
Se detaljer
TK-6120 TK-6120 CNC FJEDERRULLEMASKINE ...
Se detaljer
TK-5200 TK-5200 5-AKSET CNC-FJÆDER-SPOLEMASKINE ...
Se detaljer
TK-5160 TK-5160 5-AKSET CNC-FJÆDER-KOILINGSMASKINE ...
Se detaljer
TK-5120 TK-5120 5-AKSET CNC-FJÆDER-SPOLEMASKINE ...
Se detaljerMobil QR-kode
 Sprog
Sprog 

